Fluid leakage is a significant, time-consuming, and costly problem for engineering teams in most factories. Fluid leakage problems need constant monitoring because they result in raw material and finished product losses and regularly damage equipment and factory floors. The issue has been the subject of several studies aimed at finding materials and systems capable of eliminating leaks in manufacturing environments.
Screws and bolts are fasteners used to join parts permanently or temporarily.
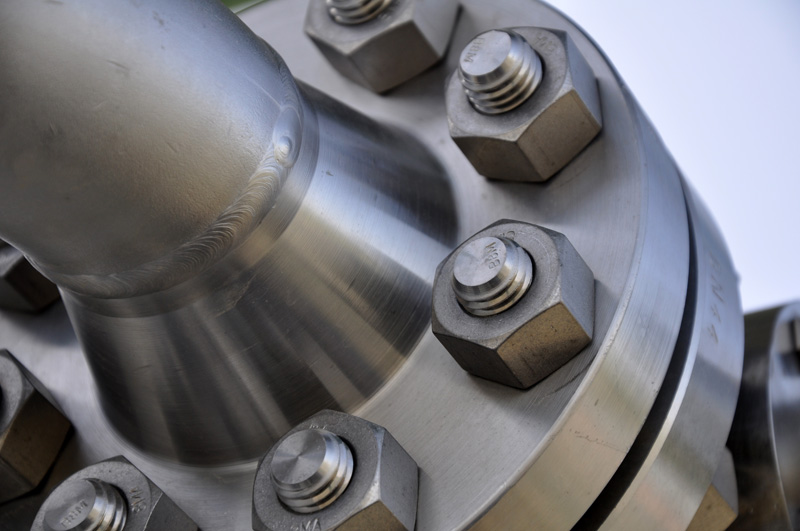
Bolts are machine-threaded studs that are sized to fit in corresponding holes, with the joint secured by a nut. The primary advantage of using a mechanical jointing system like a bolt is that equipment can be disassembled at any time for inspection or maintenance purposes. In the petrochemical industry, bolts are located along the flanges of containers like tanks, reactors, mixers, and furnace convection and radiation chambers. They're also used on pipes and connections and for equipment building purposes.
Sealing screws are cylindrical fasteners. They're made of metal and have a metallic head that is custom-grooved. Sealing fasteners include sealing screws and sealing bolts, and can be tailored to fit a threaded opening. Depending on the type of head, sealing screws get tightened by torque exerted with a suitable wrench or screwdriver.
Sealing screws and bolts are engineered with an O-ring that forms an air-tight seal, the function of which is to prevent fluid leakage from the interface of two metal parts. O-rings get selected for different qualities based on manufacturing conditions like fluid types, system pressures, operating temperatures, whether the equipment is for static or dynamic use, and the chemical composition of substances.
Due to the popularity and resulting widespread use of screws and bolts, these fasteners are subject to extensive standardization. Head shape is one of the distinguishing features and can be hex bolt, cylindrical, round, or lobe-shaped. Tightening gets carried out by a range of tools based on the design of different sealing screws. They come slotted or with a Phillips-head to suit screwdrivers, with hexagonal or square slots to fit keys, and with hexagonal-shaped heads for use with wrenches. Sealing screws also come knurled for manual tightening.
Along with the primary advantage of allowing bolted joints to be conveniently and quickly assembled and disassembled, sealing screws offer a wide range of standardized features suitable for a broad selection of working conditions. They're also popular for their reliability and ease of manufacture.
During cold production, bolts and screws are manufactured by deformation of cold raw material using automated presses and machines for different production stages:
Drawing is a cold operation used to reduce a wire or rod section by passing it through a tapered hole. The most widely used raw materials are steel, copper, aluminum, and brass – although the method can be employed with any metal or ductile alloy. During the drawing process, the tensile strength of the screw increases, but the material's ability to bend gets reduced.
Stamping is another cold operation and gets used to shape the heads of screws. That gets achieved by compressing metal between two molds.
Grooving or trimming gets used to make grooves in screw heads. Through this process, depending on the design of specific screws, hexagonal, slotted, or Phillips-head grooves are cut.
Threading is a cold rolling operation that reduces the thickness of a rod by applying pressure. Rolling is preferred to chip removal when large quantities of threaded parts are required. That's because fibers are displaced, not cut, reducing manufacturing time, improving durability, and reducing waste material.
Metallic fastener products go through different treatments to provide hardness and prevent galvanic corrosion, then get stress-tested. Cold process products have diameters between ¼ and ¾ inches.
Screws found throughout the petrochemical industry are usually type B-7, with the head being manufactured on a hot production line and the shaft being cold rolled. Raw materials and final products have to be heat-treated and coated to ensure performance under extreme temperatures and pressures and within corrosive environments and systems.
2. Specific Considerations for the Petrochemical Industry
In terms of component corrosion, the petrochemical industry's most aggressive processes are salt processing (e.g., chlorine-soda process) and fertilizer/ammonium production. Olefins and plastics production processes are the most demanding in terms of pressure and temperature. When specifying screws for the petrochemical industry, engineers need to consider different raw material types and coatings, then match attributes to various industrial equipment applications.
2.1 Screw and bolt raw materials
The raw material for screws and bolts made using cold line production methods is wire rod; it comes in different sizes and with various mechanical qualities. Wire rod is a hot rolled, round steel product, manufactured under ASTM A510, ASTM A510M standards, from both low and high carbon SAE steel grades (1005 to 1095). It's designed for cold drawing, and rod diameter is selected as per the intended finished product.
Screws for the petrochemical industry get manufactured with components that can withstand extreme temperatures, pressures, and fatigue-causing conditions. Type B-7 screws are made from steel alloy comprising chrome and molybdenum, allowing better performance under conditions of extreme pressure and temperature and suitable when fatigue and twisting are an issue. It gives the B7 screw a tensile strength of 125,000 pounds per square inch and an elastic limit of 105 pounds per square inch. B-7 screws can also withstand elongation of up to 16% and have a maximum hardness of 35 HRC (which is the equivalent of 321H).
The raw material for B7 screws should be heat treated using a hardening and tempering process. That's carried out by heating before cooling the fastener in a liquid. Final heat treatment happens in an oven using induction or electrical resistance methods at a minimum temperature of 620 °C.
2.2 Specifications of B7 grade screws
We've already learned that the most commonly used screws in the petrochemical industry are B7 grade, made according to ASTM A193 standard. In order to meet that requirement, screws must adhere to the following specifications:
Did You Know?
ZAGO is a purpose-driven company that is committed to the triple bottom line strategy of "People. Planet. Profit."